



Magnetic Level Gauge
Specifications
1. Scope
All Magnetic Liquid Level Gauges purchased by __________ , used in the pressure containment range between 150# through 1500# ANSI Class Services shall be constructed per these General Specifications.
2. Gauge Materials Requirements
In general, Magnetic Level Gauges shall be 304SS/304LSS grade stainless steel, hower, certain service may require a different grade of alloy that is compatible to process.
- ALL MATERIALS USE FOR PRESSURE CONTAINMENT SHALL MEET ASME / ANSI STANDARDS.
- FLOAT CHAMBER WALL THICKNESS. All Chambers will be Min. of Schedule 40 For Extreme Pressures and Temperatures Schedule 80 or Schedule 160 will be used per ASME/ANSI CODE.
- FLOAT CHAMBER MATERIAL: SA-312 TYPE 304 SS.
- FLOAT CHAMBER DIAMETER: 2.0"- 4.0" "2" SCH 40 (TYPICAL)".
- NOZZLE SCHEDULE: MIN.SCH.40.
- FLANGES: RFSW A-182 GRADE 304SS/304LSS.
- WELD FITTINGS: ASTM A-403-WP 304SS/304LSS.
- THR'D FITTINGS: 3000# CLASS ASTM A-182 F-304 SS
- BOLTING: ASTM A-193 GRADE B7, ASTM A-194 GRADE 2H NUTS ZINC PLATED.
- GASKETS: As Specified for Process Conditions.
3. Fabrication Details
- Branch connections shall be reinforced with o-let type fittings when required by asme/ ansi code.
- Bolt holes shall straddle chamber centerline.
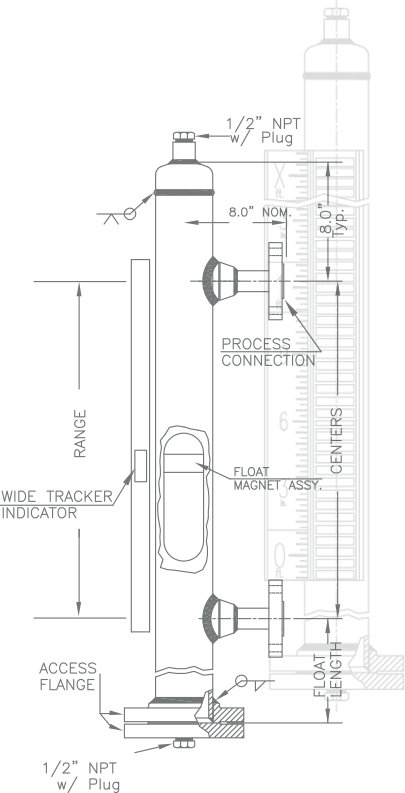
- Floats shall have full 360 degree bipolar Alnicon V magnetic Field.
- Guided Floats shall not be used.
- Pressurized floats shall not be accepted.
- Floats shall be magnetized as and assembly.
- Floats must be able to be re-magnetized after being assembled.
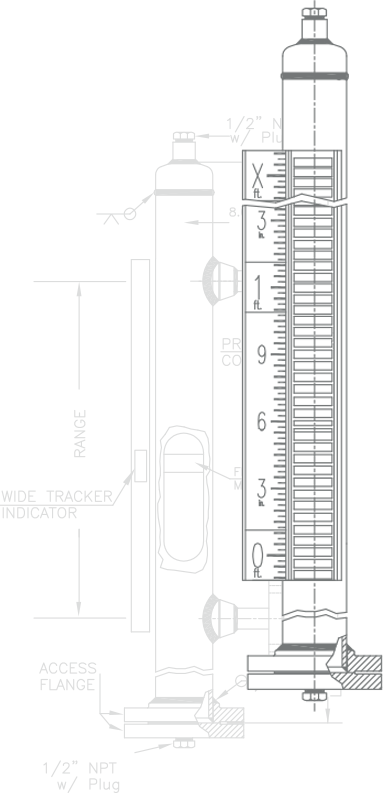
- Indicators shall be hermetically double O-Ring sealed, protected and recessed in an anodized aliminum housing.
- All flipper/roller indicators shall be a minimum of 1.4" wide with solid magnets and dual bearing surface(1 consisting of ceramic and one of stainless steel).
- All aluminium surface to have a minimum of a 20 micron anodic coating with UV protection.
- Standard scale shall be if feet/inches with 1/4" divisions, foot marks shall be yellow in color. Material shall be 304SS with photo-etched and blackened nomenclature.
- Springs shall be installed in both top and bottom of chamber to protect the float from damage.
4. Welding Procedures and Qualifications
- Welding Procedures and Procedure Qualifications shall be submitted to ________________ upon request.
- Welds shall conform to Welding Procedure Specification (WPS) and Procedure Qualification Record (PQR) per the latest edition of the ASME Boiler and Pressure Vessel Code Section IX.
- Welders shall be qualified as per the ASME Boiler Pressure Vessel Code Section IX, Proof of Welders Certification to be available upon request.
- All branch connections shall be full penetration welds.
5. Non Destrictive Examination (NDE)
- All chambers to be tested to be tested to 1.5 times the maximum flange rating at 100 degree F, per the ASME Code.
- 100 percent NDE shall be performed per the applicable ASME Code when specified.
6. Quality Assurance
- Certificte of Compliance required
- A permanently affixed Stainless Steel nameplate shall be attached to each level gauge. The nameplate shall contain the operating pessure, operating temerature, specific gravity, model number, serial number, material, chamber rating and tag number as a minimum.